レーザー光線とは?
フィラメント式電球(昔の電球)の光とレーザー光は、光を出すしくみと光の性質がまったく異なります。2つの光を比較しながらレーザーを説明していきましょう。
先ず、電球の光について説明します。
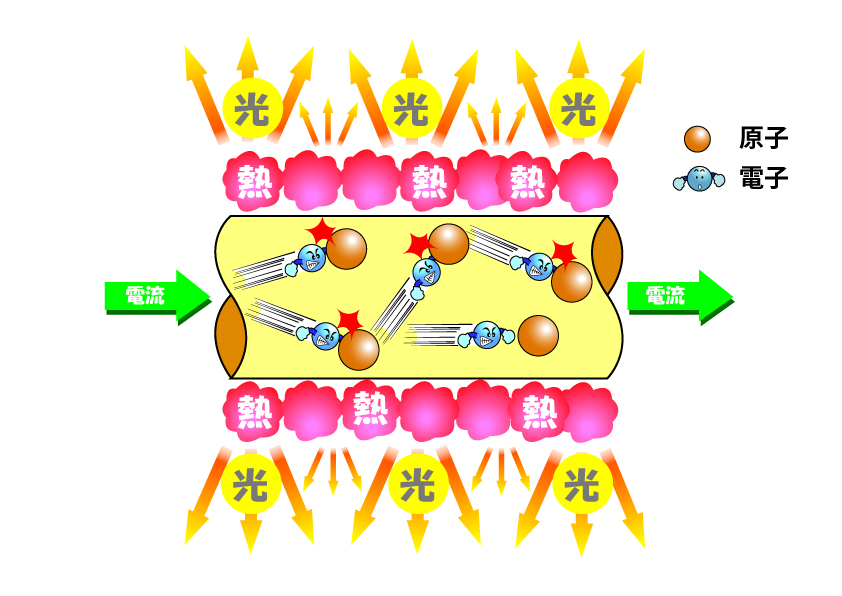
図1をごらんください。
これは、電球の中で光るフィラメントという金属の線の内部を模式的に表現したものです。この金属線に電流を流すと、金属線の中の自由電子が勢いよく動き出します。もともと自由に動くから自由電子なのですが、それがもっと動くようになります。すると、電子が金属原子にあちらこちらで衝突します。そして熱が発生し、熱に変化しきれなかった余ったエネルギーが光となって発光します。
この光はいろんな波長をもち、しかも方向バラバラな光の集合体で全体が光ります。
一方、レーザー光線は・・・・
レーザー光線を出すには、先ず電球のフィラメントに相当するな特定の物質が必要です。
この特定物質自体、ふつうの状態では安定していますので、光を出すための準備をしなければなりません。
図2をごらんください。
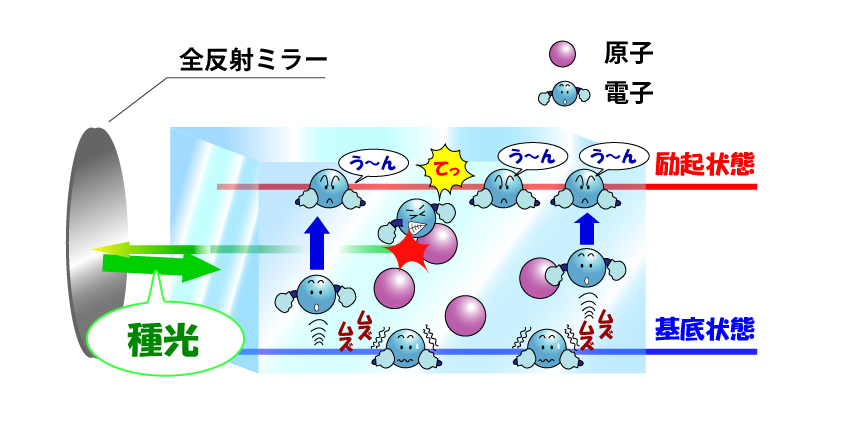
これは、その準備段階の図です。
特定物質内の電子は安定な状態(基底状態)にありますが、それを一旦、エネルギーが高い状態まで持ち上げる必要があります。これが励起状態と言われる状態です。この電子のエネルギーが高い状態(励起状態)まで持ち上げると、特定物質内の原子と衝突し、光が発生します。ここまでは、電球の場合と似ていますが、これはレーザー光線のきっかけです。
このきっかけの光は図2に示す反射ミラーに当たり全反射、再度物質内を通過していきます。この光の再突入が、レーザー光線を出すための「種の光」となります。
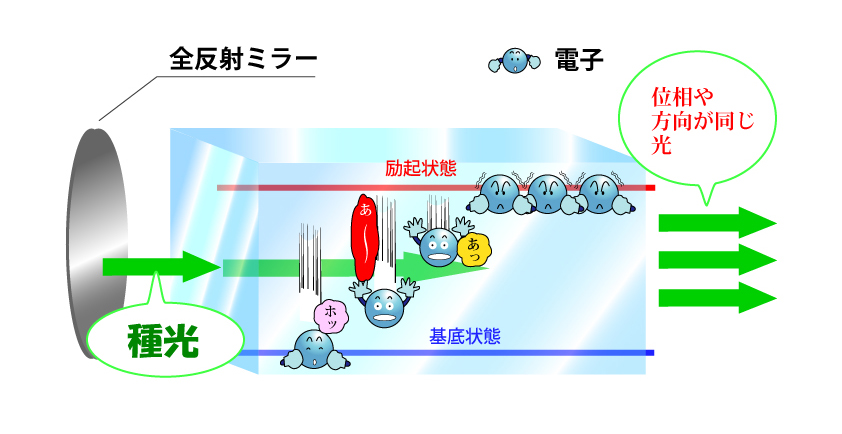
次に図3を見てください。
種の光は、目いっぱいエネルギーが高い状態(励起状態)になっている電子に照射されます。すると、一種の共振のように、いっせいに電子が励起状態から安定的な基底状態へと落ちていきます。この時に、種の光と同じ波長をもち、一直線に進む光が出ます。
これがレーザー光線です。
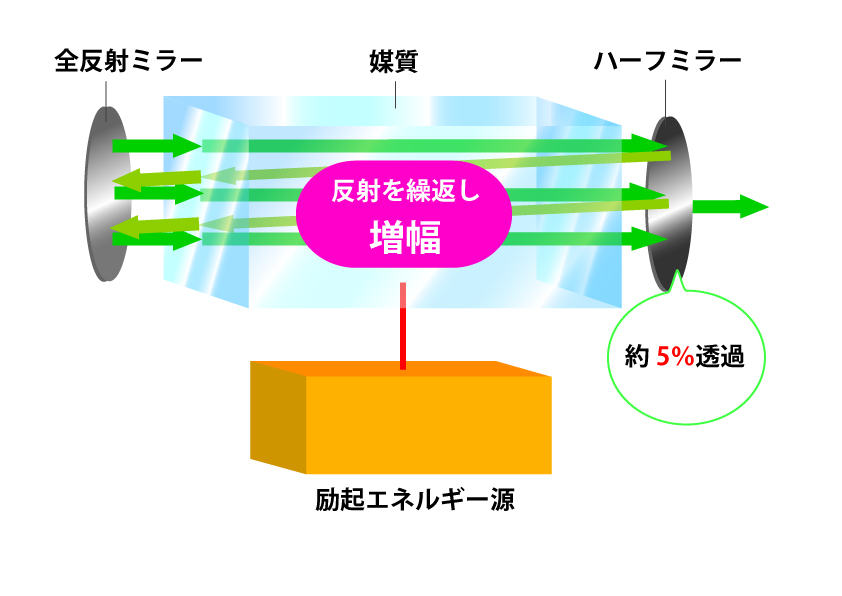
図4はレーザーの基本構成を示した図です。
特定物質の種類によって、異なる性質のレーザーが発振します。
ポイントは、特定物質の片側に全反射する反射ミラーを配置し、反対側に出力ミラーという半透過ミラーを配置する点です。
半透過と言っても、5%の光しか透過しないのが通常です。残り95%の光は反射され、特定物質内を通過、また全反射(100%)され、出力ミラーへ・・・・と言う具合に増幅され
出力ミラーより発振されます。
ここで、レーザー光線の性質を整理しましょう。
(1) 指向性がある。一直線に進む光です。
(2) 波長がほぼ一定の光です。連続的に一定の出力が持続可能です。
(3) 集光性がよい。レンズで光を1点に集中させた場合のエネルギー密度が高く、微細な加工も可能になる。
この特定物質、レーザー媒質とも言いますが、この種類によってレーザー光線の性質が変わります。
弊社では、板金加工や機械部品加工、つまり金属加工を行っており金属加工に必要な強力なパワーを出すレーザーはCO2レーザー(炭酸ガスレーザー)を採用しています。
なぜ部品加工にレーザーが必要か?
例えば、比較的小さい部品を加工する場合を考えてみましょう。
図5をごらんください。
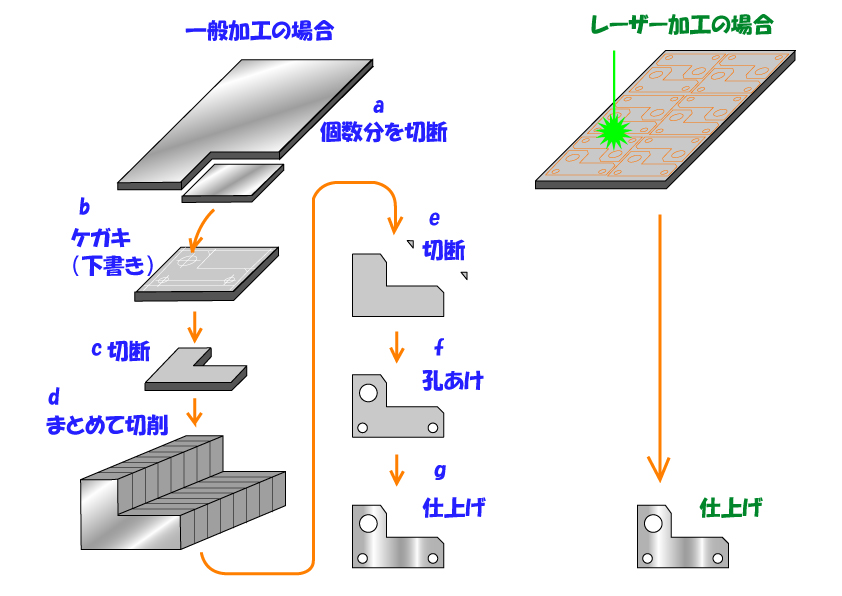
材料を購入する場合、はじめからサイズがその部品に一致する材料がない場合の方がほとんどです。 レーザーがない場合、先ず、材料を切断します。数量が多い場合は、この切断に要する工数も相当です。さらに大体の大きさに切断した材料にボール盤で穴あけ加工をしたり、フライス盤で切削したりと使う機械も数種類、時間も莫大になります。
これをレーザーで加工した場合はどうでしょう?
図5のfまでの加工をあっという間に実現できます。しかも、加工前に元材料からどう切断したら材料効率(歩留)がよいか、条件を設定すれば、最大材料効率(高歩留)を実現できますので、材料費を低く抑えることも可能になってきます。これは部品の価格に反映してきます。
つまり、工数を低くできますので、短納期が実現できます。
材料歩留が高いので、製品単価の低減につながります。
以上の2つが、部品のサイズの大小、製品の数量に関わらず同様の効果が期待できます。
弊社のモットー「小ロット短納期」です。
お客様のご要望に100%お応えするためにレーザー加工機は強力な味方です。